Découvrez le pouvoir transformateur du soudage laser de l’aluminium dans les industries aérospatiale et électronique.Qu'il s'agisse de surmonter les défis ou d'améliorer l'efficacité et la qualité, ce blog offre des informations complètes aux professionnels.Explorez les bases, les matériaux, l'équipement, la sécurité et la sélection pour libérer tout le potentiel de la technologie de soudage laser.

Le Aluminium est un métal couramment utilisé dans la fabrication.Ce matériau est léger et résistant à la corrosion, ce qui en fait un choix idéal pour divers matériaux de soudage.Le soudage de l'aluminium peut être confronté à des problèmes tels qu'une couche d'oxydation et une conductivité thermique élevée.Par rapport aux méthodes de soudage traditionnelles, le soudage laser de l'aluminium présente des avantages évidents en termes de qualité et d'efficacité.

La demande de soudeuses laser portables augmente dans le domaine de la technologie du soudage.Lorsque nous disons « soudeuse laser portable », nous entendons principalement une soudeuse laser portative.La flexibilité des soudeurs laser portables permet aux opérateurs de les transporter et de les utiliser facilement dans une variété de scénarios de soudage.<br /> <br /> Cet article vous présentera les principes de fonctionnement et les avantages des soudeuses laser portables et vous aidera à choisir la bonne machine.

IntroductionL'acier inoxydable, connu pour sa résistance à la corrosion et sa solidité, est un matériau largement utilisé dans diverses industries.Les machines de découpe laser de l'acier inoxydable de Leapion apportent des solutions innovantes pour manipuler ce matériau robuste.En mettant l'accent sur la précision, l'efficacité et la polyvalence,

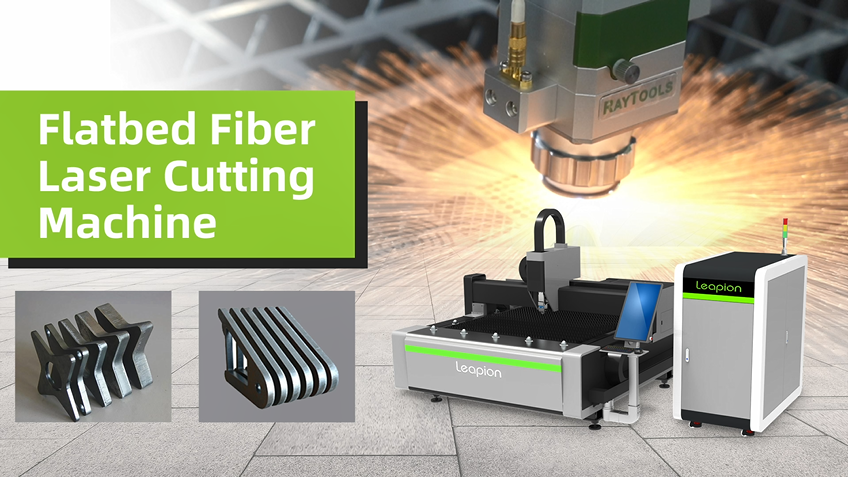
IntroductionMétal la découpe a toujours été une tâche exigeante, nécessitant précision, rapidité et adaptabilité.Les lasers à fibre de découpe de métaux de Leapion témoignent de l'innovation dans ce domaine exigeant.Cette pièce explore comment Leapion transforme la découpe du métal dans diverses industries avec le

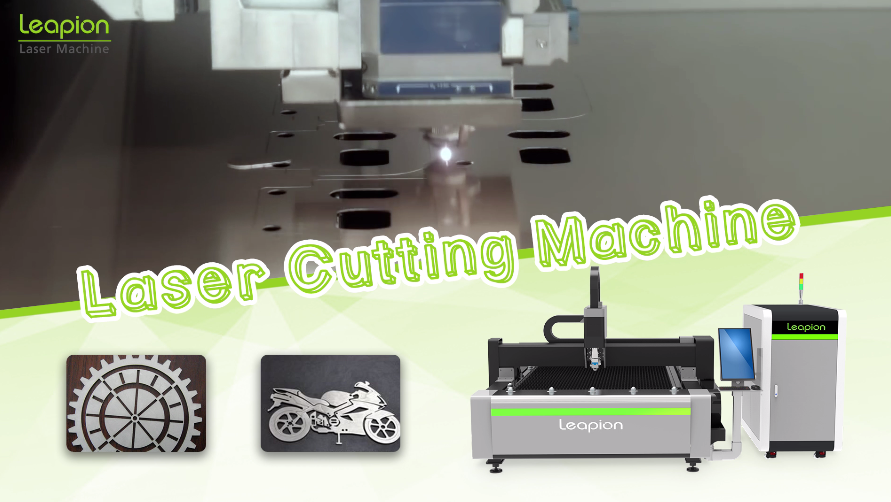
IntroductionLe monde du traitement des métaux a changé à jamais avec l'avènement des machines de découpe laser à fibre métallique.Leapion se distingue comme un pionnier en proposant des solutions de découpe laser à fibre métallique de pointe.Cet article explorera les aspects et applications uniques du métal de Leapion

IntroductionAluminium, avec ses propriétés uniques, nécessite des techniques de découpe spécialisées.Leapion ouvre la voie dans la découpe laser à fibre d'aluminium, offrant une précision, une efficacité et une durabilité inégalées.Cet article examinera l'approche distinctive de Leapion en matière de découpe d'aluminium au laser à fibre.

IntroductionLes découpeuses laser à fibre CNC (Computer Numerical Control) ont révolutionné la façon dont nous abordons les tâches de découpe et de gravure.Leapion, leader mondial de la technologie laser, présente sa gamme de découpeuses laser à fibre CNC, conçues pour répondre aux besoins précis de diverses industries.Cet article sera

IntroductionLa découpe laser CNC de tôle est une technologie qui a révolutionné l'ingénierie de précision.Leapion propose des solutions de pointe adaptées à diverses applications et industries.Cet article explore le monde des machines de découpe laser CNC de tôle de Leapion.L'innovation derrière

Avec la demande de transformation et de mise à niveau dans des domaines tels que le transport ferroviaire, les machines de construction, la grande construction navale et les structures en acier, les besoins de fabrication d'équipements et de plaques de grande taille sont en plein essor, conduisant à un marché croissant pour le traitement et la découpe de plaques ultra-larges.

[Alerte de cas] Apprendre de l'expérience : comment les lentilles découpées au laser de mauvaise qualité affectent la production

Le défi de l'expansion du faisceau Aluminium dans les découpeuses laser Les découpeuses laser combinent souvent des lits en acier et des poutres en aluminium.L'acier assure la stabilité, tandis que la légèreté de l'aluminium facilite un fonctionnement à grande vitesse.Malgré ses avantages, ce mélange peut réduire la précision d'une machine en raison des différents taux d'expansion en cas de changements de température.


La technologie IntroAs continue d'évoluer, tout comme les outils et les machines qui animent les industries du monde entier.L’une de ces avancées est la machine de découpe laser à fibre, qui change la donne dans le secteur manufacturier.Dans cet article, nous abordons les principes de fonctionnement des machines de découpe laser fibre et leurs fonctionnalités.

Les introductionsMachine de découpe laser à fibre ont révolutionné l'industrie manufacturière, offrant une précision et une efficacité sans précédent.Cependant, pour que ces machines puissantes continuent de fonctionner à des performances optimales, un entretien régulier et méticuleux est crucial.Dans cet article, nous allons vous guider à travers un pra

IntroductionLes progrès rapides de la technologie ont entraîné des améliorations significatives dans le secteur manufacturier.Un domaine dans lequel ces progrès ont été particulièrement notables est celui des machines de découpe laser à fibre.Avec une précision, une vitesse et une flexibilité améliorées, ces machines sont révolutionnaires

Êtes-vous à la recherche d’une machine de découpe laser fibre ?Ces appareils puissants ont révolutionné l’industrie manufacturière grâce à leur précision et leur efficacité.Cependant, avec autant d’options sur le marché, il peut être difficile de trouver celle qui correspond parfaitement à vos besoins.Dans ce guide complet, nous vous expliquerons les facteurs critiques à prendre en compte lors du choix d'une machine de découpe laser fibre.

Dans cet article, nous comparerons les fonctions, les avantages, les inconvénients et les applications typiques des machines de découpe laser à fibre avec les machines de découpe traditionnelles. À la fin, nous vous fournirons une image claire et vous pourrez choisir la machine de découpe correspondante en fonction de vos besoins réels. .

Le laser à fibre pulsée MOPA a une largeur d'impulsion réglable, une large plage de fréquences et des paramètres plus réglables pendant son traitement.Par conséquent, davantage de matériaux peuvent être traités, l’effet de traitement est meilleur, l’application est plus étendue et la demande du marché augmente chaque année.

L'unité de 100 watts est très utile dans les centres de fabrication, mais c'est aussi l'une des préférées des amateurs.Vous pouvez l'utiliser pour découper de nombreux matériaux pour votre entreprise de gravure laser basée sur Accueil.
Nombre Parcourir:0 auteur:Hé toi publier Temps: 02-12-2020 origine:Propulsé
Il y a quelques problèmes dans le traitement des tôles moyennes et lourdes parmachine à découper au laser. Comment les résoudre? Comme coupe de matériau avancée méthode,machine à découper au laserest de plus en plus accepté par les producteurs de tôles en raison de ses avantages de moins de déchets de matériaux, effet de coût évident à grande échelle production et forte adaptabilité aux objets de traitement. Aujourd'hui, le brut chinois la production d'acier est non seulement la première au monde, mais aussi plus de 50% de la production mondiale. Ce document abordera les problèmes souvent rencontrés dans lemachine à découper au laserdans le traitement des plaques moyennes et épaisses.
1. Perforation de tôles épaisses en acier au carbone
Dans le traitement des plaques épaisses, le temps de perforation représente une grande proportion. Divers fabricants de lasers ont développé la technologie de perforation, qui est plus représentative de la perforation à haute énergie (trou dynamitage). L'avantage de cette méthode est qu'elle est rapide (1 seconde, prenez t16mm à titre d'exemple - le même ci-dessous). Le défaut est qu'il affecte non seulement la le traitement de petites formes, mais aussi l'énorme énergie injectée lors de la la perforation augmente la température de la plaque, ce qui affecte l'ensemble suivant Processus de coupe. Lorsque vous utilisez une petite impulsion de puissance pour perforer, le temps est très longue (12 secondes), ce qui entraînera une diminution de l'efficacité de coupe et la augmentation du coût unitaire.
2. Problèmes de qualité de surface de coupe
Lors du traitement de plaques moyennes et épaisses, les sections de coupe sont souvent rencontré. Cette coupe ne remet pas seulement en cause la qualité du produit fini produits, mais est également livré avec une brûlure excessive et un collage de laitier grave, de sorte qu'il ne peut pas refléter la valeur de la machine de traitement laser à prix élevé différente de d'autres méthodes de coupe.
3. stabilité de traitement de la plaque entière
Dans tout le traitement des tôles d'acier national, le phénomène de mauvaise le traitement local se produit souvent. Ce phénomène est parfois aléatoire, même lorsque la machine est en bon état.
La solution de traitement au laser de plaques d'épaisseur moyenne est la suivante:
1. Régime HPP
Le laser à impulsion de valeur de crête avec un petit rapport cyclique et le non combustible injectés sur la surface du matériau permettent de retirer la fixation sur le bord de l'ouverture, et la fréquence raisonnable de l'impulsion est contrôlée tout en refroidissant et en perforant. Elle se caractérise par une durée relativement longue (3 secondes) pour le dynamitage des trous, mais le diamètre du trou est petit (environ φ 4 mm), est pas de fixation au bord du trou, et l'apport de chaleur est faible, ce qui est pratique pour la prochaine coupe et le traitement normal, et l'efficacité est augmenté de 4 fois par rapport à la perforation ordinaire.
2. Plan d'amélioration de la section de coupe
Pour l'acier au carbone, le facteur important pour améliorer la section de coupe est de contrôler l'apport de chaleur à la plaque et assurer la pleine combustion du laser partie irradiée. Pour l'acier inoxydable, les facteurs importants pour améliorer la section de coupe sont l'amélioration du faisceau (pour améliorer la profondeur focale) et l'utilisation efficace du gaz auxiliaire. La technologie de coupe brillante est le résultat de l'amélioration du générateur de vibrations et de la buse.
3. Plan pour assurer la stabilité du traitement
Afin d’améliorer la vitesse de fonctionnement dumachine à découper au laser, le la machine laser adopte principalement la structure communément appelée trajectoire de la lumière volante, c'est-à-dire la forme que le plateau de matériau ne bouge pas et la tête d'usinage se déplace dans toute la zone d'usinage. Afin de compenser le changement de position relative entre la tête d'usinage et la source lumineuse, fabricants essayez également de leur mieux pour assurer la cohérence de la tache lumineuse dans l'usinage gamme. L'utilisation du réfracteur à courbure variable est un choix courant. Bien que la structure de cette méthode est simple, elle changera la profondeur focale, ce qui rend difficile la découpe de la plaque qui est très sensible à la profondeur focale. En utilisant un chemin de lumière de longueur égale (le chemin de propagation de la lumière entre la lumière source et la tête d'usinage est égale dans la plage d'usinage) peut éviter la changement de profondeur focale, de sorte que le spot et la profondeur focale soient cohérents. Dans De plus, l'attention portée à l'apport de chaleur peut contrôler la chaleur accumulée plaque, ce qui peut mieux résoudre le problème de stabilité.leapion

le contenu est vide!
Comment optimiser les paramètres de processus de coupe laser?
Comment résoudre le problème de la réinitialisation anormale de la machine de découpe au laser?
Combien de profit la machine à découper au laser peut-elle apporter à l'entreprise en une année?
Guide d'achat d'une machine de découpe laser à fibre en 2021
Pourquoi dire que le prix de la machine de découpe au laser métallique a une certaine différence
Machine de gravure au laser CO2 pour pavé de pied en cuir automobile