Dans la fabrication industrielle, la précision et l’efficacité sont essentielles.La découpe laser CNC est devenue une alternative supérieure à la découpe plasma traditionnelle.Cet article examine les principes et les avantages de la découpe laser CNC pour vous aider à faire le choix le plus approprié.

Dans le domaine du nettoyage industriel, le nettoyage pulsé et le nettoyage continu sont les choix les plus populaires.Ce guide décrit les principes techniques, les caractéristiques uniques, les matériaux et les industries applicables.Et un guide d’achat est fourni pour vous aider à faire le choix le plus approprié.

Prêt à acheter une machine de découpe laser fibre mais vous vous demandez comment l'utiliser ?Le fonctionnement de la machine de découpe de fibre optique est très simple.Ce qui suit présente les étapes de fonctionnement et les solutions aux problèmes courants pour vous aider à comprendre rapidement.

Découvrez le pouvoir transformateur du soudage laser de l’aluminium dans les industries aérospatiale et électronique.Qu'il s'agisse de surmonter les défis ou d'améliorer l'efficacité et la qualité, ce blog offre des informations complètes aux professionnels.Explorez les bases, les matériaux, l'équipement, la sécurité et la sélection pour libérer tout le potentiel de la technologie de soudage laser.

Le Aluminium est un métal couramment utilisé dans la fabrication.Ce matériau est léger et résistant à la corrosion, ce qui en fait un choix idéal pour divers matériaux de soudage.Le soudage de l'aluminium peut être confronté à des problèmes tels qu'une couche d'oxydation et une conductivité thermique élevée.Par rapport aux méthodes de soudage traditionnelles, le soudage laser de l'aluminium présente des avantages évidents en termes de qualité et d'efficacité.

La demande de soudeuses laser portables augmente dans le domaine de la technologie du soudage.Lorsque nous disons « soudeuse laser portable », nous entendons principalement une soudeuse laser portative.La flexibilité des soudeurs laser portables permet aux opérateurs de les transporter et de les utiliser facilement dans une variété de scénarios de soudage.<br /> <br /> Cet article vous présentera les principes de fonctionnement et les avantages des soudeuses laser portables et vous aidera à choisir la bonne machine.

IntroductionL'acier inoxydable, connu pour sa résistance à la corrosion et sa solidité, est un matériau largement utilisé dans diverses industries.Les machines de découpe laser de l'acier inoxydable de Leapion apportent des solutions innovantes pour manipuler ce matériau robuste.En mettant l'accent sur la précision, l'efficacité et la polyvalence,

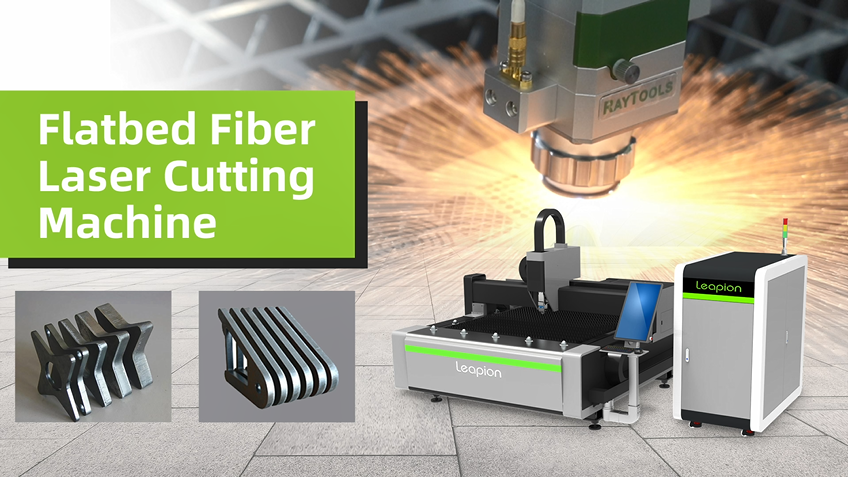
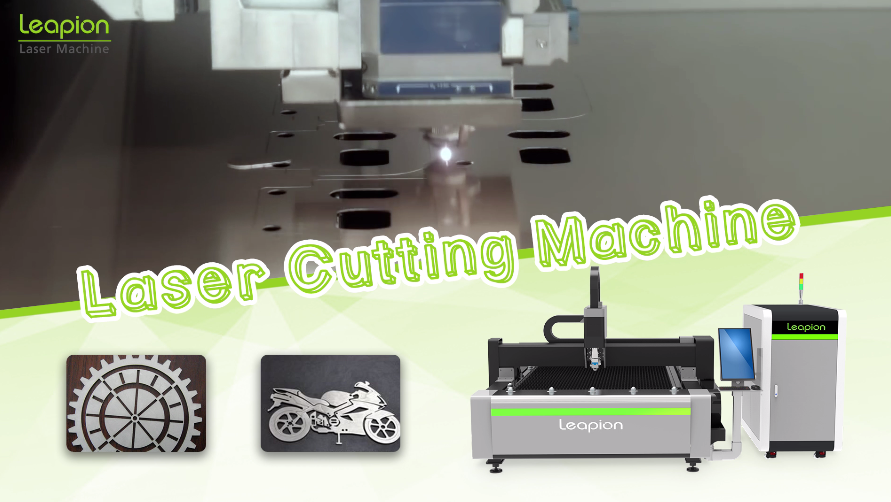
IntroductionMétal la découpe a toujours été une tâche exigeante, nécessitant précision, rapidité et adaptabilité.Les lasers à fibre de découpe de métaux de Leapion témoignent de l'innovation dans ce domaine exigeant.Cette pièce explore comment Leapion transforme la découpe du métal dans diverses industries avec le

IntroductionLe monde du traitement des métaux a changé à jamais avec l'avènement des machines de découpe laser à fibre métallique.Leapion se distingue comme un pionnier en proposant des solutions de découpe laser à fibre métallique de pointe.Cet article explorera les aspects et applications uniques du métal de Leapion

IntroductionAluminium, avec ses propriétés uniques, nécessite des techniques de découpe spécialisées.Leapion ouvre la voie dans la découpe laser à fibre d'aluminium, offrant une précision, une efficacité et une durabilité inégalées.Cet article examinera l'approche distinctive de Leapion en matière de découpe d'aluminium au laser à fibre.

IntroductionLes découpeuses laser à fibre CNC (Computer Numerical Control) ont révolutionné la façon dont nous abordons les tâches de découpe et de gravure.Leapion, leader mondial de la technologie laser, présente sa gamme de découpeuses laser à fibre CNC, conçues pour répondre aux besoins précis de diverses industries.Cet article sera

IntroductionLa découpe laser CNC de tôle est une technologie qui a révolutionné l'ingénierie de précision.Leapion propose des solutions de pointe adaptées à diverses applications et industries.Cet article explore le monde des machines de découpe laser CNC de tôle de Leapion.L'innovation derrière

Avec la demande de transformation et de mise à niveau dans des domaines tels que le transport ferroviaire, les machines de construction, la grande construction navale et les structures en acier, les besoins de fabrication d'équipements et de plaques de grande taille sont en plein essor, conduisant à un marché croissant pour le traitement et la découpe de plaques ultra-larges.

[Alerte de cas] Apprendre de l'expérience : comment les lentilles découpées au laser de mauvaise qualité affectent la production

Le défi de l'expansion du faisceau Aluminium dans les découpeuses laser Les découpeuses laser combinent souvent des lits en acier et des poutres en aluminium.L'acier assure la stabilité, tandis que la légèreté de l'aluminium facilite un fonctionnement à grande vitesse.Malgré ses avantages, ce mélange peut réduire la précision d'une machine en raison des différents taux d'expansion en cas de changements de température.


La technologie IntroAs continue d'évoluer, tout comme les outils et les machines qui animent les industries du monde entier.L’une de ces avancées est la machine de découpe laser à fibre, qui change la donne dans le secteur manufacturier.Dans cet article, nous abordons les principes de fonctionnement des machines de découpe laser fibre et leurs fonctionnalités.

Les introductionsMachine de découpe laser à fibre ont révolutionné l'industrie manufacturière, offrant une précision et une efficacité sans précédent.Cependant, pour que ces machines puissantes continuent de fonctionner à des performances optimales, un entretien régulier et méticuleux est crucial.Dans cet article, nous allons vous guider à travers un pra

IntroductionLes progrès rapides de la technologie ont entraîné des améliorations significatives dans le secteur manufacturier.Un domaine dans lequel ces progrès ont été particulièrement notables est celui des machines de découpe laser à fibre.Avec une précision, une vitesse et une flexibilité améliorées, ces machines sont révolutionnaires

Êtes-vous à la recherche d’une machine de découpe laser fibre ?Ces appareils puissants ont révolutionné l’industrie manufacturière grâce à leur précision et leur efficacité.Cependant, avec autant d’options sur le marché, il peut être difficile de trouver celle qui correspond parfaitement à vos besoins.Dans ce guide complet, nous vous expliquerons les facteurs critiques à prendre en compte lors du choix d'une machine de découpe laser fibre.
Nombre Parcourir:9 auteur:Hé toi publier Temps: 05-15-2020 origine:Machine à découper laser à fibre de sauteur
Les paramètres de la machine de découpe laser sont très importants, ce qui directement affecte la qualité et l'effet de la coupe. Ensuite, comment les regarder paramètres de performance professionnelle lors du choix d'une machine de découpe laser? Voici comment les regarder.
1. Influence de la pression d'air auxiliaire
Dans la découpe laser, la pression d'air auxiliaire peut souffler le laitier et refroidir la zone affectée par la chaleur. Le gaz auxiliaire comprend l'oxygène, l'air comprimé, l'azote et gaz inerte. Pour certains matériaux métalliques et non métalliques, gaz inerte ou comprimé l'air est généralement utilisé pour empêcher le matériau de brûler. Tels que la coupe de matériaux en alliage d'aluminium. Le gaz actif (tel que l'oxygène) est utilisé pour la plupart des métaux matériaux, car l'oxygène peut oxyder la surface métallique et améliorer la coupe Efficacité. Lorsque la pression d'air auxiliaire est trop élevée, un courant de Foucault apparaît la surface du matériau, ce qui affaiblit la capacité d'éliminer la fonte, menant à une couture de coupe plus large et une surface de coupe rugueuse; quand la pression atmosphérique est trop bas, la masse fondue ne peut pas être complètement soufflée et la surface inférieure de le matériau adhère au laitier. Par conséquent, la pression de gaz auxiliaire doit être ajusté pour obtenir la meilleure qualité de coupe.
2. Influence de la puissance laser
La taille de la puissance laser a un impact considérable sur la vitesse de coupe, la coupe largeur, épaisseur de coupe et qualité de coupe. La puissance requise est déterminée par les caractéristiques du matériau et du mécanisme de coupe. Par exemple, matériaux avec une bonne conductivité thermique, un point de fusion élevé et la réflectivité de la surface de coupe nécessite une grande puissance laser. Généralement, lorsque d'autres les conditions sont certaines, il existe une puissance laser avec la meilleure qualité de coupe en découpe au laser. Réduire ou augmenter davantage la puissance entraînera la suspension des scories ou une surchauffe, ce qui entraînera une baisse de la qualité du traitement.
De plus, avec l'augmentation de la tension de décharge, le laser l'intensité augmentera avec l'augmentation de la puissance de crête d'entrée, de sorte que le diamètre du spot augmentera et la largeur de la fente augmentera en conséquence; avec l'augmentation de la largeur d'impulsion, la puissance moyenne du le laser augmentera et la largeur de la fente augmentera; Généralement, avec l'augmentation de la fréquence d'impulsion, la largeur de la fente deviendra également plus large. Quand le la fréquence dépasse une certaine valeur, la largeur de la fente diminuera.
3. Influence de la vitesse de coupe
Dans le processus de découpe laser, la vitesse de découpe a un impact considérable sur la qualité des matériaux de coupe. La vitesse de coupe idéale rendra le la surface de coupe présente une ligne relativement stable et il n'y aura pas de laitier à le bas du matériau. Lorsque la pression du gaz auxiliaire et la puissance du laser sont fixe, il existe une relation inverse non linéaire entre la vitesse de coupe et la largeur de la fente. Lorsque la vitesse de coupe est relativement lente, le temps d'action de l'énergie laser dans la fente est étendue, ce qui entraîne une augmentation de la fente largeur. Lorsque la vitesse est trop lente, le temps d'action du faisceau laser est trop long, la différence entre la fente supérieure et la fente inférieure de la pièce être grande, et la qualité de coupe sera réduite L'efficacité de production sera être considérablement réduit. Avec l'augmentation de la vitesse de coupe, le temps d'action du laser l'énergie du faisceau sur la pièce devient plus courte, ce qui rend la diffusion thermique et effet de conduction thermique plus petit, et la largeur de la fente en conséquence plus petite. Lorsque la vitesse est trop rapide, le matériau de la pièce coupée sera coupé imperméable en raison du manque d'apport de chaleur de coupe. Ce phénomène appartient à coupe incomplète et le matériau fondu ne peut pas être soufflé à temps. Celles-ci les matériaux fondus rendront le joint de coupe soudé.
4. Influence de la position de mise au point
La position de mise au point est la distance entre la mise au point du laser et la pièce surface, qui affecte directement la rugosité de la section, la pente et la largeur de la fente et l'adhérence du résidu fondu. Si la position de mise au point est trop avancé, il augmentera la chaleur absorbée par l'extrémité inférieure de la pièce être coupé. Lorsque la vitesse de coupe et la pression d'air auxiliaire sont fixes, il provoquer la découpe du matériau et la fusion du matériau près du joint de coupe à couler sur la surface inférieure sous forme de liquide, et le matériau à fondre après le refroidissement collera à la surface inférieure de la pièce sous forme de boule; Si la la position est en retard, la chaleur absorbée par la face d'extrémité inférieure du matériau pour sera réduit, de sorte que le matériau dans le joint de coupe ne puisse pas fondre complètement, et certains résidus pointus et courts adhéreront à la surface inférieure de l'assiette. En règle générale, la position de mise au point doit être sur la surface de la pièce ou légèrement inférieur, mais les exigences matérielles différentes sont différentes. Quand coupe de l'acier au carbone, la qualité de coupe est meilleure lorsque l'accent est mis sur le surface de la plaque; lors de la coupe de l'acier inoxydable, l'effet est meilleur lorsque la mise au point est environ 1/2 de l'épaisseur de la plaque.

le contenu est vide!